镇江市鑫泰绝缘材料有限公司 电工层压木|电工纸绝缘|树脂环氧板|
18013438773
2025-03-09 03:18:11
绝缘板是由玻璃纤维布用环氧树脂粘合并加温加压制作而成,在中温下机械性能高,在高温下电气性能稳定。严格地说环氧树脂是有毒的.但毒性非常微弱,属于实际无毒产品.因为,单纯的环氧树脂是环保无毒的,但通常它是需要和固化剂配合使用的,固化剂一般都有些毒性,改性胺类的固化剂只能是低毒化,完全无毒是不可能的.其他种类的固化剂都有些毒性,只是程度不一罢了,但基本上都是低毒的.凡是有机制品,哪有一点毒性没有的呀,固化后的环氧胶没什么毒性,可以说毒性不会比其他塑料制品高.所以,环氧树脂板材在日常生活中,是归类为实际无毒产品.电工绝缘板是否有毒没有毒的。聚氯乙烯板,环氧树脂板,纸胶版,布胶版,胶木板,各种树脂板等。各个方面的应用有不同的适应材料,普遍的话就选用kaptontape,kaptontape绝缘性能如下描述:机械强度高,介电性能优异,尺寸稳定性好,耐热性优良进口有机硅压敏胶粘结力强,耐高温,胶带撕开后不留残胶绝缘纸与绝缘油配合使用,能增强电气设备的绝缘效果。广东机械绝缘纸厂家批发价

变压器是电力系统中的关键设备,其可靠运行对整个电网的稳定与安全至关重要。绝缘件作为变压器的重要组成部分,一旦发生故障,将可能导致严重的电力系统事故。因此,深入了解变压器绝缘件的故障原因、诊断方法以及预防措施,对保障电力系统的稳定运行具有重要意义。变压器绝缘件的故障原因多种多样。首先,设计和制造缺陷是导致绝缘故障的重要因素。例如,绝缘材料选择不当、厚度不足或油道设计不合理,都可能在变压器运行过程中引发故障。其次,运行环境的影响也不容忽视。湿度、温度以及污染物的存在都会加速绝缘材料的老化,降低其绝缘性能。此外,过电压和过电流等异常情况也会对绝缘件造成损害。在故障诊断方面,油中溶解气体分析技术是一种常用的有效手段。通过对变压器油中溶解气体的成分和含量进行分析,可以判断变压器内部是否存在故障以及故障的类型。不同的故障类型会产生不同的气体特征,例如,热性故障主要产生甲烷和乙烯,而电性故障则会产生乙炔和氢气。利用这些特征,可以较为准确地确定故障原因和位置。绝缘纸按需定制绝缘纸防潮性强,能维持长期稳定的绝缘效果。
目前在油浸式电力变压器中常用的固体绝缘有电话纸、皱纹纸和绝缘纸板。为了提高绝缘纸的耐热性,国外在绝缘纸改性方面做了大量研究工作,出现了多种改性的耐热绝缘纸。如将纸浆在有碱性触媒的条件下使纤维素与氰乙烯起化学反应(以及对纸进行醋酸处理,即在纸浆中加入35%左右醋酸),可得到耐热性大为提高的绝缘纸。还有在纸浆中添加一系列安定剂的方法来提高绝缘纸的热稳定性,如用一种或多种含氮化合物改性天然纤维提高纤维中的含氮量,使天然纤维穿上一层含氮的“隔热服”,从而防止纤维素氧化降解。
切削绝缘纸板的刀具与切削金属的刀具有所不同。绝缘纸板有一定的弹性,但强度和硬度都不高,因此对刀具的强度要求不高,但切削刃必须锋利。切削刀具的前角、后角都要大于切削金属时所使用的刀具的前角和后角。这样才能提高加工表面质量和刀具的耐用度。我厂条料倒角机所使用的铣刀如图2所示。刀具前角增大,使加工件在刀具刃口切入加工面时,工件切削面产生的塑性变形小,使切屑与刀具前刀面产生的摩擦减小,从而降低了所产生的切削热,使炭化倾向减小。当前角增大到一定值后,刀具的散热体积变小,影响切削热的散失,使刀具的温度升高,对切削质量不利,增大了炭化倾向。经实际使用验证,前角为20。时较好。这种铣刀是成形铣刀,刀具重磨后齿形有所变化,但因被加工件形状要求精度不高,因此不会影响加工表面质量。电子变压器中常用绝缘纸来隔离线圈层。
绝缘纸主要特点1、固有的介电强度经过压光处理的NOMEX;产品能耐18~40KV/mm的短时电压场强,无需用清漆及树脂作进一步的处理;由于NOMEX®;产品具有低的介电常数,因而使得绝缘和冷却介质间的电场分布更为均匀;2、机械韧性压光后的NOMEX®;产品强度非常高,且弹性,抗撕裂性及耐磨蚀性都良好,较薄的产品则具有柔韧性;3、热稳定性NOMEX®;产品具有UL材料温度等级220°C的认可,表示即使连续置于220°C下能保持有效性能10年以上;4、化学兼容性NOMEX®;基本不受大多数溶剂的影响,而且非常耐酸,碱腐蚀,它亦与所有的清漆,粘合剂,变压器液体,润滑油以及冷涷剂兼容。另外,NOMEX;亦不会被昆虫,箘类及霉菌所破坏;5、低温性能在氮的沸点(77K)下,NOMEX;T410型绝缘纸及NOMEX®;993,994型层压板的抗拉伸强度都超过室温下的强度值新型绝缘纸材料具有更高的介电常数,提升绝缘效率。河北异形绝缘纸大概价格多少
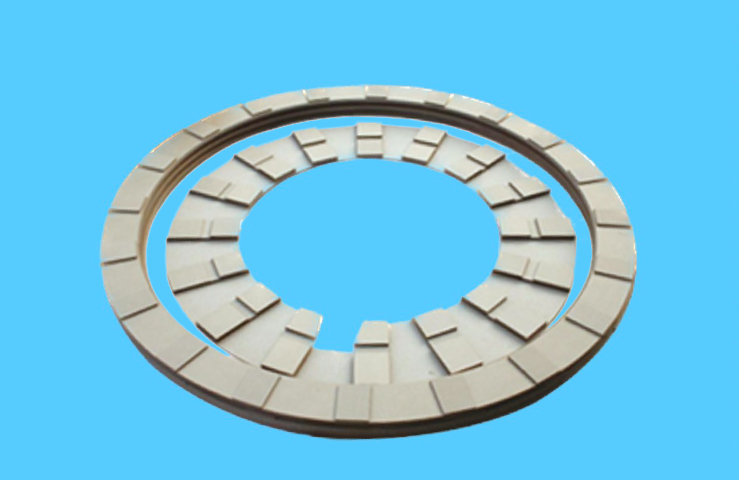
绝缘纸的主要功能是保护变压器线圈不受电击和短路的影响,确保安全运行。广东机械绝缘纸厂家批发价
工件的进给量是关系到加工表面质量及刀具耐用度的重要参数。在切削速度一定的条件下,提高进给量,会使每个刀齿加工的长度增大,加工面与每个刀齿接触的频率减少,加工面粗糙。反之,如果减小进给量,那么每个刀齿与工件接触的频率增多,刀具后刀面与工件摩擦产生的热量也就越多,从而使加工面炭化的可能性增加,刀具耐用度降低。经试验,与切削速度为14.5ms/对应的工件进给量为4Om/min时,加工表面质量及刀具的耐用度较好。刀具的切削深度也是影响加工表面质量和刀具耐用度的重要参数。由于绝缘纸板硬度低,易变形,刀具不易切入,所以切削深度不能太小。过小会使刀具和被加工的绝缘纸板产生振动,影响加工表面质量及刀具的耐用度。经试验,当切削速度为14.sms/,进给量为4om/min时,切削深度t为0.4~o.smm较为适宜。综上所述,铣削用量初选组合为:V=14.sm/s,S=4om/min;t=0.4~0.smm。广东机械绝缘纸厂家批发价